


技術中心
Technology conter輪轂生產線上下料機器人設計方案
2015-06-04 01:44:50
一、 生產線要求
根據貴司技術要求,將生產輪轂的一、二道工序(共使用12臺數控臥式車床加工)通過機器人等方式組合到一起,實現全自動加工生產。
工序節拍(實際值)
第一工序加工時間:62秒;
第二工序加工時間:46秒;
二、設計思路敘述
將12臺機床分為兩條生產線,其中每條生產線有六臺設備,每三臺數控車床組成一個加工工序,并排列成一條直線。整條線分兩排排列(即3*2陣列),共四個工作位(取料口、第一工序工位、第二工序工位、出料口)。均采用上懸掛式設計,實現無人化全自動生產。(根據廠房空間位置定,也可采用其他排列方式)
生產線布置圖例:

為了節約生產時間,在每條生產線上設計有三套機械手,并聯工作,同時可以完成:取出待加工原料-------從第一工序轉第二工序----------回收成品。這些機械臂可以在上直線軌道中移動,也可以垂直移動,機械臂末端帶有一個兩工位的機械爪,通過系統自動控制。
注:以下圖片是本公司為某生產單位設計的上料生產線,該圖片和本方案中設計的上料機運行方式基本相同,只有方向排列不同。生產線部分效果圖例:

三、工作流程介紹
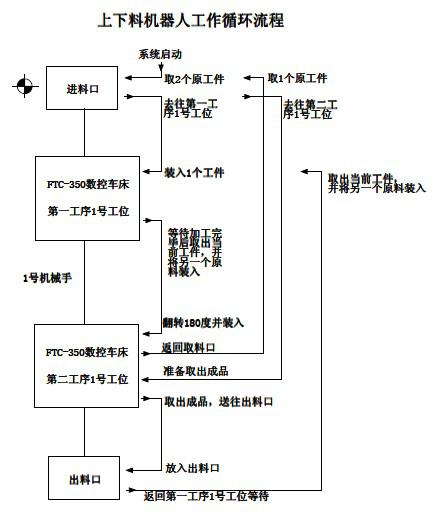
由于本方案中三個機械手并聯,且同時工作,下面以1號工位的機械手動作流程為例講解:
系統啟動后,1號機械手從鏈式供料器上取出兩個待加工的原料(機械手前端有兩個工位),送往第一工序的1號工位,等待該工序加工完成后,1號機械手迅速取走1號工位的工件,同時將機械手另一個工位的原料裝在1號工位上;然后機械手將第一工序完成的工件送往第二工序的1號工位,在運送途中機械手完成工件180度的翻轉,到達第二工序1號工位后,機械手完成工件的裝載,并返回取料區取出一個待加工的工件,然后迅速趕回第二工序的1號工位。在接收到第二工序1號工位加工完成指令后,1號機械手迅速取出加工完成的工件,并送往成品輸出線。完成這一動作后,1號機械手快速到達第一工序的1號工位。在接收到第一工序1號工位加工完成指令后,1號機械手迅速取出1號工位完成的工件,并將另一工位上的原料裝入1號工位。
如此周而復始的有序工作。
詳見流程圖解:
四、主要技術參數
1) 行程:
X軸:水平移動(具體行程根據機床長度和間隔距離定)
Z軸:垂直移動(1650mm)
2) 運行參數
X軸最大移動速度:1500mm/s,具體值以實際優化為準;
Z軸最大移動速度:1200mm/s,具體值以實際優化為準;
運行加速度:水平方向:0.5G
垂直方向:1G
兩工位機械手動作時間:每個工位1.5s(理論值);
重復定位精度:±0.1mm
理論生產速度:348個/h(兩條生產線) ;
3) 機械手負載
作用在垂直升降軸的負載小于等于80Kg;(估算)
